




双面埋弧焊(SAW):采用内外双丝或多丝埋弧焊技术,焊接过程中焊剂隔绝空气,焊缝熔深大、晶粒细小,抗拉强度与母材匹配度达 90% 以上。可生产大口径厚壁管(外径 219-3620mm,壁厚 5-25mm),适用于高压油气输送、市政主干管等对焊缝质量要求严苛的场景,需通过 100% 超声波探伤与 X 射线检测排查焊缝缺陷。
高频电阻焊(ERW):利用电磁感应原理使钢带边缘快速加热至熔融状态,经滚轮挤压实现晶间接合,焊接速度快(可达 15-30 米 / 分钟),焊缝窄而致密。主要生产中小口径管材(外径 50-630mm,壁厚 2-10mm),适用于低压流体输送、钢结构支架等场景,出厂前需进行水压试验(稳压时间≥5 秒)与涡流探伤。
原料预处理:选用 Q235B、Q345B 或 X42-X80 管线钢钢带,先通过开平机平整钢带,再经纵剪机裁剪至目标宽度,确保钢带厚度均匀(偏差≤±0.1mm)、边缘无毛刺;
螺旋成型:钢带进入螺旋成型机,通过可调式辊组将钢带连续卷制成螺旋管状,成型过程中实时监控管径圆度(偏差≤0.5% 外径)与螺旋角(通常为 50°-70°),保证接缝对齐精度;
焊接与补焊:埋弧焊工艺需先进行内焊再完成外焊,确保焊缝完全熔合;高频焊则通过高频电流实现瞬时焊接,焊接后需对焊缝余高进行打磨处理(余高≤1.5mm);
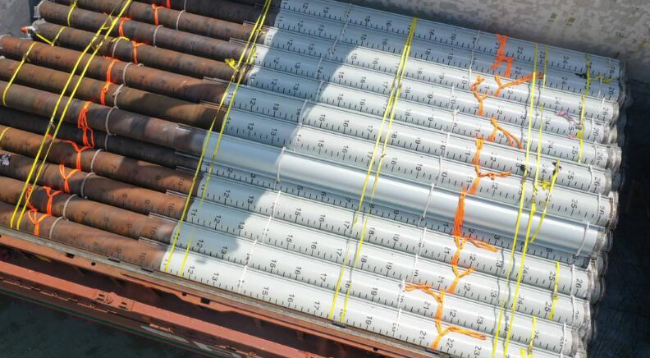
定尺切割与防腐处理:根据订单需求将连续成型的钢管切割为 6-12 米定尺长度,随后可根据应用场景进行防腐处理,如 3PE 防腐、TPEP 防腐或镀锌,提升耐腐蚀性;
成品检测:基础检测包括尺寸检测(外径、壁厚、长度)、水压试验(埋弧焊管压力≥1.5 倍设计压力);关键用途管还需进行拉伸试验(抗拉强度≥345MPa)、弯曲试验(弯曲角度≥180° 无裂纹)及夏比冲击试验(-20℃冲击功≥27J)。
 <
< <
< <
< <
< 服务热线:13383068111
服务热线:13383068111 联系人:刘总
联系人:刘总 邮箱:743634906@qq.com
邮箱:743634906@qq.com 地址:盘山正港工业园北支路3号
地址:盘山正港工业园北支路3号
 客服1
客服1  客服2
客服2